

发那科系统加工中心伺服刀库的应用
发那科系统加工中心伺服刀库的应用
深圳市拓智者科技有限公司 研发部 陈柯牟
一.伺服刀库的优势
1.1使用范围
普通加工中心一般配置机械手刀库,又被称为刀臂式刀库或圆盘式刀库。刀库容量大致是16到32把。它适用于加工场景简单、无需高效率高精度的场合。机械手刀库的结构简单、易于操作,但是效率较慢。
伺服刀库相比机械手刀库更加复杂高效率,适用于大规模量产、刀具数量较多、需要频繁更换刀具的加工场合,对于效率有着极致的要求。伺服刀库通过伺服驱动控制伺服电机实现快速和精准的刀具更换。伺服刀库的适用范围更广,能够完成更为复杂的加工任务。
1.2加工效率
机械手刀库适用于简单加工、加工量较小、加工工艺简单、使用的刀具较少无需频繁换刀的加工环境。由于机械手刀库工作原理较为简单,刀具的更换和操作时间较长,导致其的加工效率较低,因此难以满足大规模和复杂加工的加工场合。
伺服刀库拥有极致的换刀速度,可以大幅提高生产加工效率。伺服刀库通过内装有伺服电机、伺服控制器,可以实现刀具的迅速换位、精准调整,拥有极快的选换刀速度,加工过程中实现自动化、连续加工,大大提高了加工产能。伺服刀库适用于大规模量产、刀具数量较多、需要频繁更换刀具的加工场合,能够高速、稳定地完成各种加工生产部任务。
二.伺服刀库的应用
本例子以发那科系统配汇川刀仓伺服24T刀库为例,详细说明刀仓伺服刀库的PLC逻辑编写。
2.1 伺服驱动说明
刀库驱动器最多需要 I/O (12 In/8 Out )
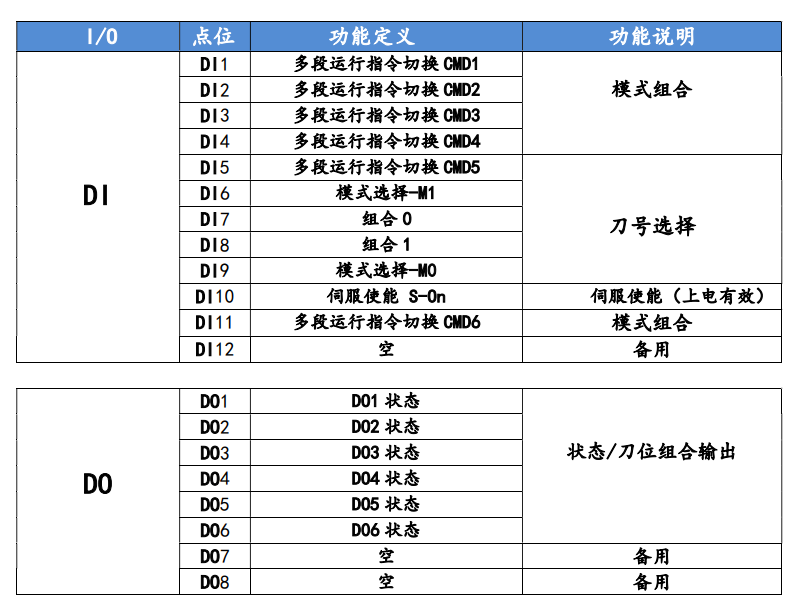
模式组合输出说明
|
模式选择-M0 |
模式选择-M1 |
组合0 |
组合1 |
功能说明 |
|
0 |
0 |
0 |
1 |
自动分度模式 |
|
0 |
0 |
1 |
0 |
原点模式 |
|
0 |
0 |
1 |
1 |
紧急停止 |
|
0 |
1 |
1 |
0 |
手动单刀正转 |
|
0 |
1 |
0 |
1 |
手动单刀反转 |
|
1 |
1 |
0 |
1 |
寸动正转模式 |
|
1 |
1 |
1 |
0 |
寸动反转模式 |
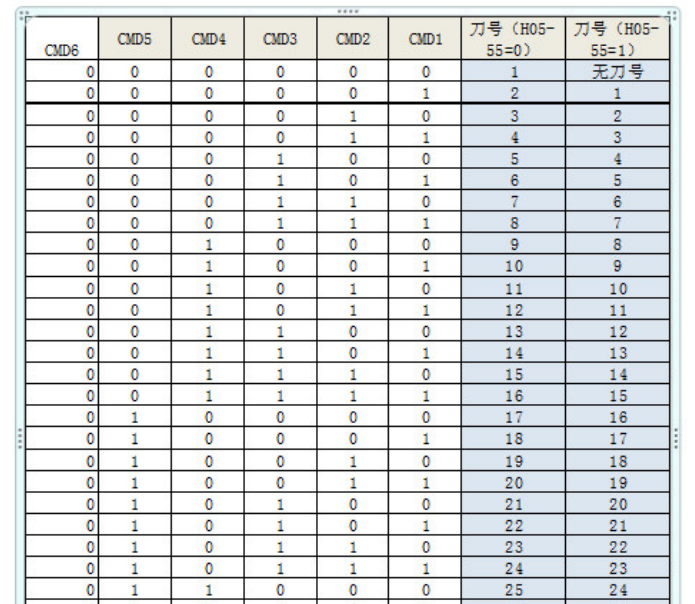
刀库 CMD DI 组合说明:
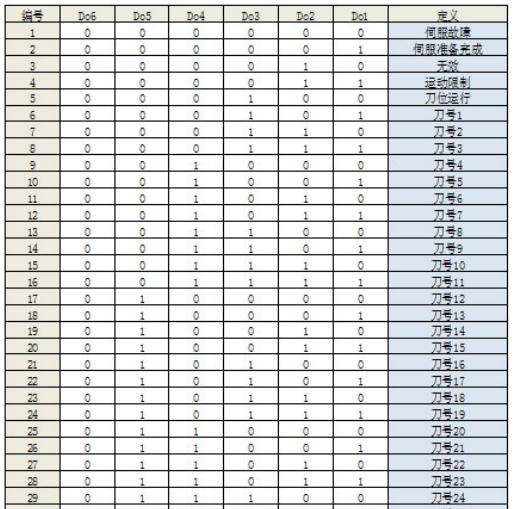
刀库 DO 状态信号说明:
2.2伺服刀库手动逻辑
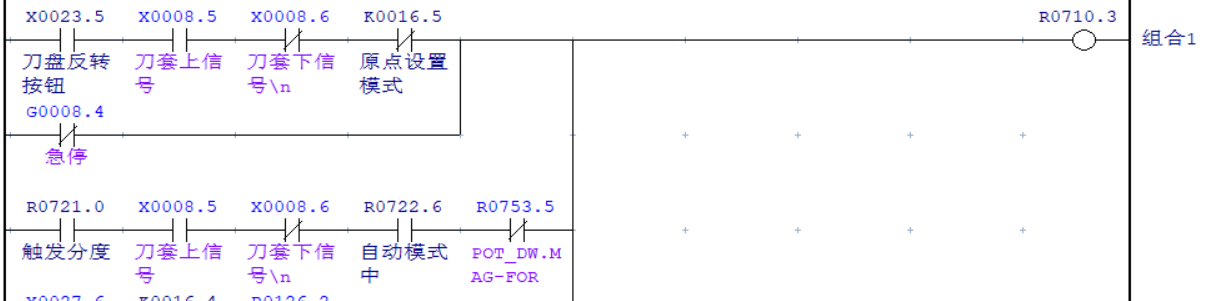
伺服刀库手动模式下,“模式选择-M1”均为“1”,因此在可以将机床手动模式状态(手轮,JOG,编辑)并列输出“模式选择-M1”为“1”

“模式选择-M0”仅在刀库寸动模式为“1”,该模式一般用于伺服刀库的原点设置,属于调试模式,机床正常使用过程无需用到该功能,因此使用K参数切换“0或1”的输出。K参数开启后,机床处于手动模式状态(“模式选择-M1”为“1”),即可激活伺服刀库寸动模式。且进入该模式后刀库处于调试模式,无法正常使用,同时需输出刀库处于调试模式的报警提示信息。

“原点模式”用设置伺服刀库原点,即1号刀套位置。使用该模式是仅“组合0”为“1”,其它模式均为“0”。切为了避免误操作导致刀库原点丢失,需使用K参数切换该功能。
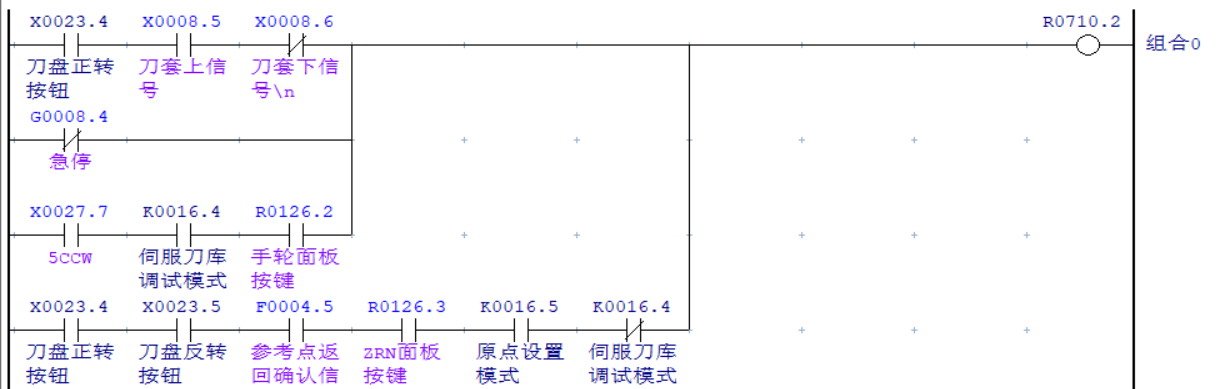
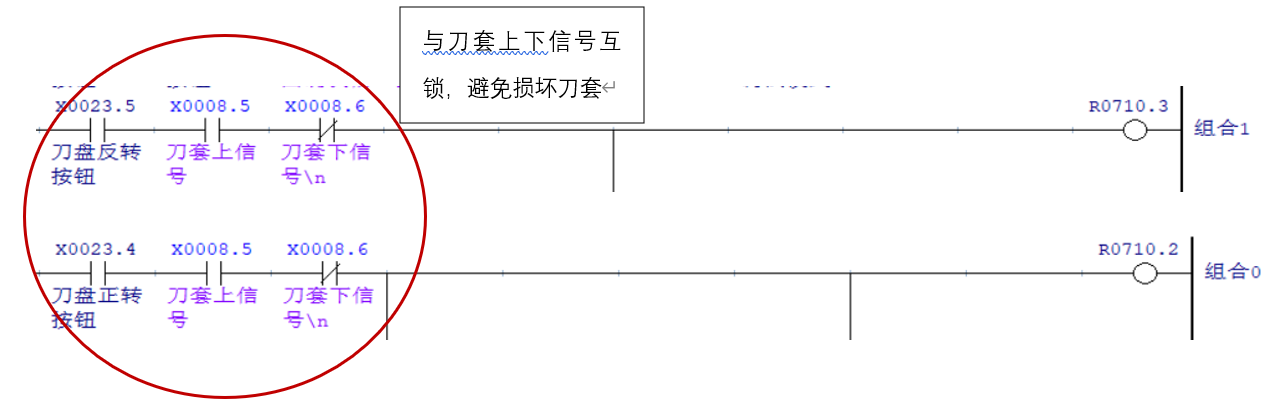
在 “模式选择-M1”均为“1” “模式选择-M0”均为“0”的状态下,通过输出“组合0”或“组合1”为“1”来试下刀盘的正反转,为避免在刀套打下的情况下转动刀盘导致刀库损坏需同时与刀套上下信号做互锁处理。
伺服刀库“紧急停止”状态是拥有刀库出现异常时需立刻停止刀库时使用,该状态需与机床紧急停止按钮串接在一起,按下机床急停按钮时切断“模式选择-M1” “模式选择-M0”输出的同时输出“组合0”“组合1”为“1”,激活伺服刀库“紧急停止”状态。
![]()
![]()


2.3伺服刀库选刀逻辑
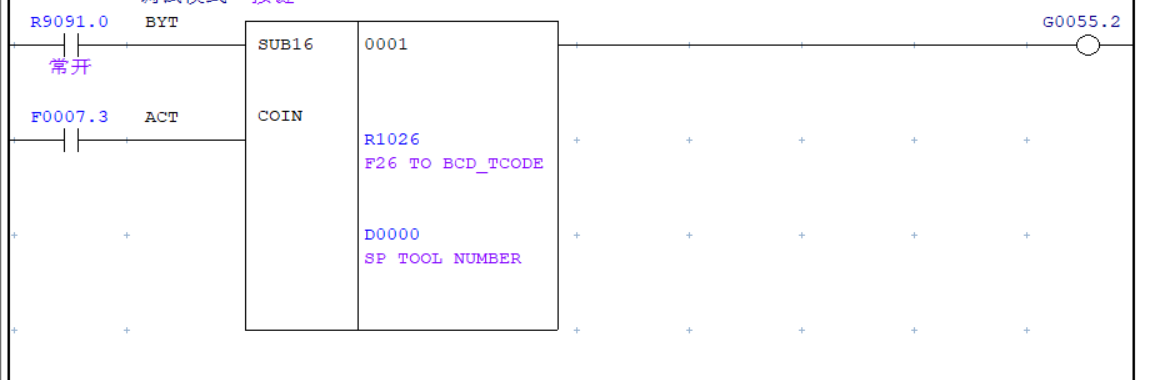
系统执行T指令是触发F7.3信号导通SUB16进行目标刀号及主轴上刀号的一致性判定,若一致时输出G55.2为“1“停止刀号输出,直接接受换刀动作。
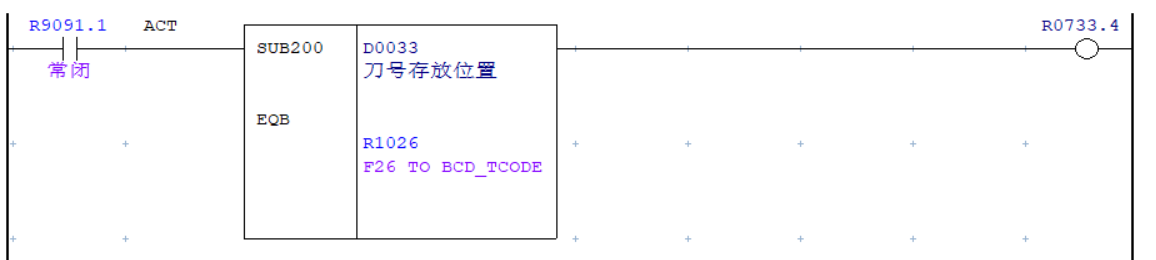
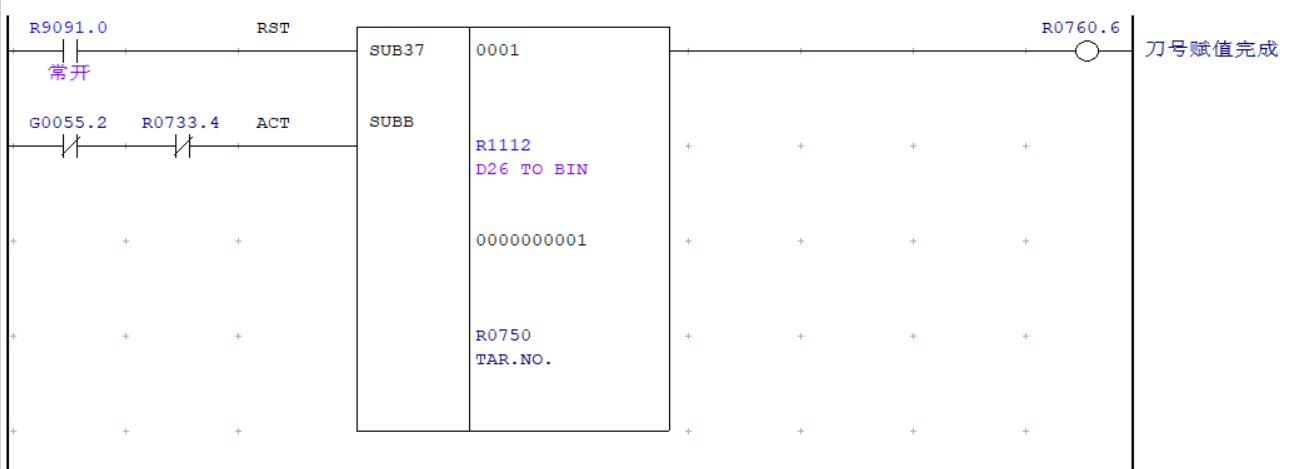
若不一致时,且SUB200判定目标刀号目前不在换刀位置时导通SUB37进行刀号赋值传输至伺服刀库驱动器。
注:由于该款驱动器CMD DI 组合(CMD1-CMD1均为0)即输入0时为1号刀,而且系统默认输入1时为1号刀,因此使用SUB37(二进制减法)功能模块进行刀号赋值传输。
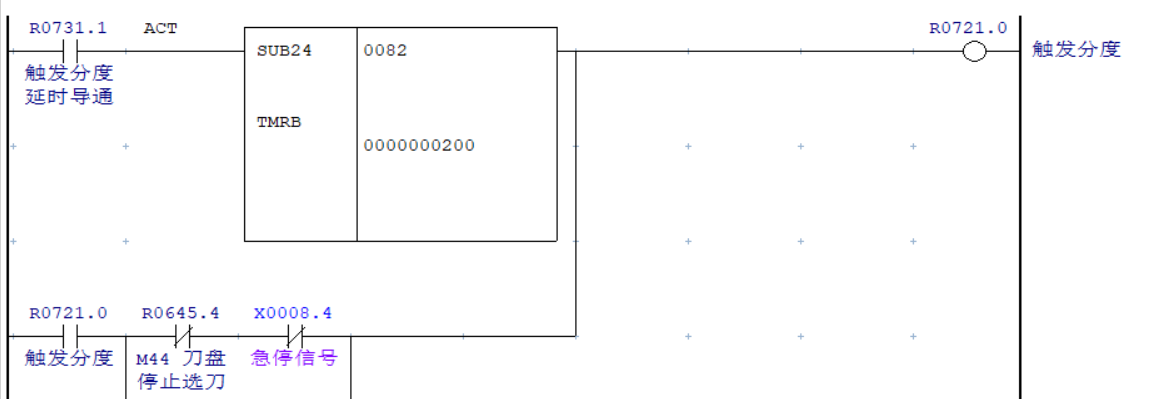
伺服驱动器在收到系统赋予的刀号后,触发刀库的“自动分度模式”,刀盘进行自动选刀动作。“自动分度模式”下使用该模式是仅“组合1”为“1”,其它模式均为“0”,且自动换刀均在机床处于制动模式下进行,因此用机床的自动模式组合信号为判定条件输出“组合1”为“1”,且为避免损坏刀套同样需要与刀套上下信号进行互锁。
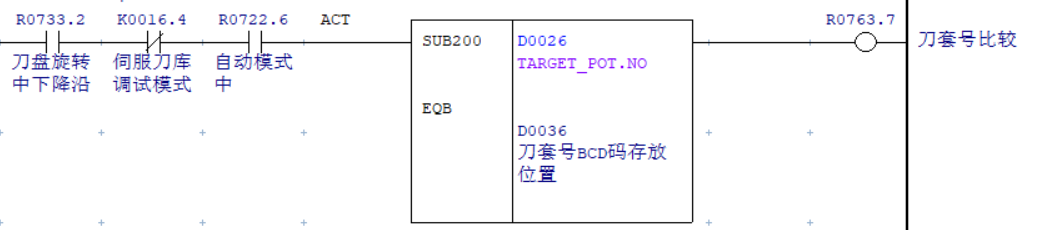
由于“自动分度模式”需在伺服驱动器在收到系统赋予的刀号后才能进行寻刀切该模式需触发0.2秒以上才能进入,因此不能直接使用F7.3选刀信号进行触发而使用中间继电器,且延迟0.2秒导通并进行互锁,确保“自动分度模式”可以正常触发。刀盘选刀完成后导通SUB200功能指令进行刀盘换刀位置刀套内刀号与目标刀号的比较,一致时输出R733.4信号打断“自动分度模式” 互锁,完成整个选刀过程。


R733.4一致性判断信号同时也应用与自动换刀过程中换刀使能判定,不一致时打断换刀动作并输出相对应的报警信息。
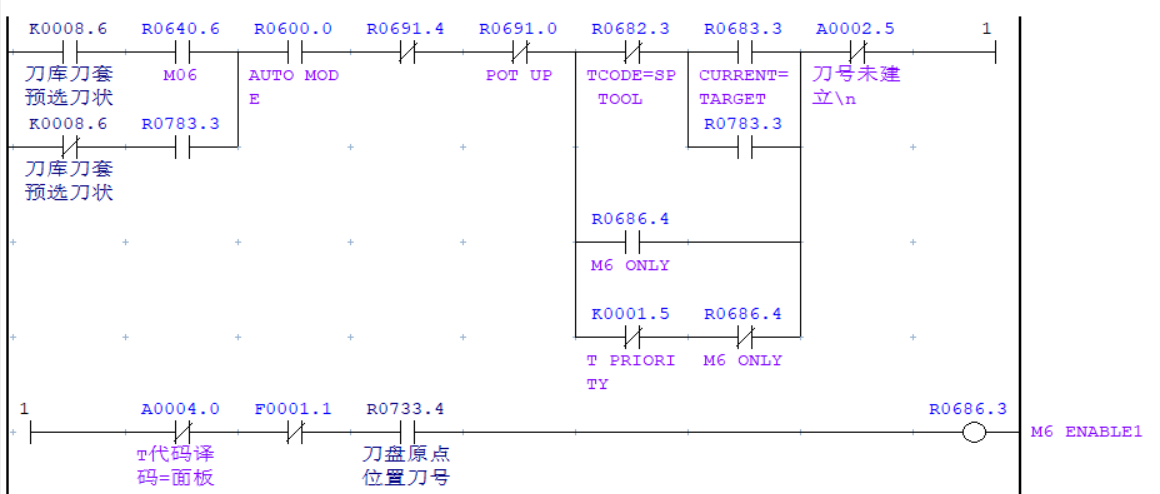
伺服刀库完成选刀后会反馈对应的刀套好给予系统,同时将反馈刀套号与目标刀套号进行比较,一致是输出选刀完成信号。

选到完成后执行刀臂旋转动作即可完成换刀,该款刀库刀臂部分为步进电机的凸轮机构,与普通圆盘刀库一致,仅需按序输出刀臂旋转信号即可,这里不做详细描述。
2.4 伺服报警信息输出及解决方法
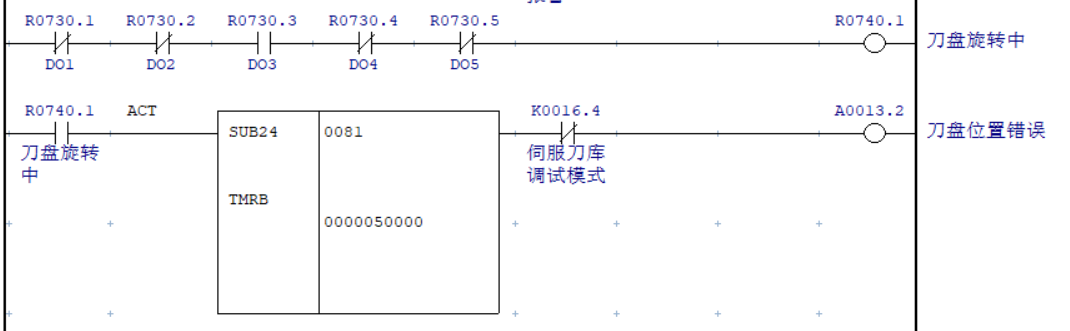
若刀盘旋转选刀完成后刀盘位置错误,即出现DO状态中仅DO3为“1”,其它均为0,情况下需输出报警提示。一般情况下手动旋转刀盘即可回正。若依然位置错误,使用寸动模式调整刀盘位置并重设原点也可解决。由于伺服刀库进行选刀时,刀盘旋转过程中也会伺服DO状态中仅DO3为“1”,其它均为0的情况,因此该报警需延迟触发。
附:换刀宏程序说明(该宏程序包含大小刀功能)
宏程序内容:
%
O9005
(FANUC YP A03)
G5.1Q0
M41 (自动换刀状态保存)
#100=#4003
#500=#1009
M09
M05
G91G30Z0
G91G30Y0.M19
IF[#1008EQ1]GOTO110 (使用大小刀功能时跳转N100进行大小刀判断)
IF[#500EQ#4120]GOTO20 (所换刀号与主轴上刀号一致时跳转N20,结束换刀)
M136 (开启刀库门)
M6T#4120 (执行换刀)
M43 (等待刀盘停止选刀信号)
N20
M42(自动换刀状态结束)
G#100
M20
M137 (关闭刀库门)
G5.1Q1
M99
N110 (大小刀部分换刀宏)
M43
IF[#907EQ#4120]GOTO100 (所换刀号与主轴上刀号一致时跳转N100,结束换刀)
WHILE[#906NE#907]DO1
#3000=111(#906NO#907.TOOL.ERROR)
END1
#3003=1
#3004=1
#910=#4003
#907=#4120 (所换刀号)
IF[#4120EQ#901+1]GOTO120 (所换刀号为大刀刀号相邻时跳转N120输出报警)
IF[#4120EQ#902+1]GOTO120 (所换刀号为大刀刀号相邻时跳转N120输出报警)
IF[#4120EQ#903+1]GOTO120 (所换刀号为大刀刀号相邻时跳转N120输出报警)
IF[#4120EQ#901-1]GOTO120 (所换刀号为大刀刀号相邻时跳转N120输出报警)
IF[#4120EQ#902-1]GOTO120 (所换刀号为大刀刀号相邻时跳转N120输出报警)
IF[#4120EQ#903-1]GOTO120 (所换刀号为大刀刀号相邻时跳转N120输出报警)
IF[#906EQ#901]GOTO30 (主轴上刀号为大刀时跳转N30执行还刀动作后再进行换刀)
IF[#906EQ#902]GOTO30 (主轴上刀号为大刀时跳转N30执行还刀动作后再进行换刀)
IF[#906EQ#903]GOTO30 (主轴上刀号为大刀时跳转N30执行还刀动作后再进行换刀)
IF[#907NE#901]GOTO60 (主轴上刀号为小刀时跳转N60执行换刀动作)
IF[#907NE#902]GOTO60 (主轴上刀号为小刀时跳转N60执行换刀动作)
IF[#907NE#903]GOTO60 (主轴上刀号为小刀时跳转N60执行换刀动作)
N30
M44(一致性比较)
M6T#905 (大刀还刀)
G4X0.1
IF[#907EQ#905]GOTO99 (主轴刀号等于所换刀号时跳转N99,结束换刀)
#906=#905
GOTO60
N50
#905=#907
N60 (换刀动作)
M136
M41
M6T#907
G#910
#905=#906
#906=#4120
M20
M137
GOTO100
N99
#905=#906
#906=#907
N100 (结束换刀动作)
M42
G5.1Q1
#3003=0
#3004=0
M99
N120 (输出报警)
M42
#907=#906
G5.1Q1
#3003=0
#3004=0
#3000=1(NO TOOL)
M99
%
宏变量设置
已三把大刀为例子,执行换刀指令时,当主轴上刀号为大刀时,自动先归还大刀,再换指定刀。
将#901、#902、#903分别设为大刀号19、21、23。将#905设成1,#906设成25,#907设成25。每次正常换完刀后#906与#907这两个宏变量的值会自动设置成一致。
设3把固定的大刀T19、T21、T23,且相邻刀套T18、T20、T22、T24为空刀套,不能装刀,装上也会被忽略。设置效果如下图:

3.结论
通过上述调试说明中可以发现,刀盘式伺服刀库与普通刀库的差异。
机械手刀库的工作原理较为简单,它是一种手动机械设备。利用步进电机和机械凸轮结果进行换刀动作。刀具放置在换刀臂上,通过调整换刀臂的水平高度、深度、位置等参数实现刀具的更换和操作。机械手刀库的工作效率较低,且使用时间较长后机械结构磨损,容易出现卡刀及掉刀的风险 。
伺服刀库的工作原理则相对较于复杂。伺服刀库内装有伺服电机、伺服控制器等,可以通过PLC程序实现刀具的快速换位和精准调整。伺服刀库可以实现刀具的批量化管理,高速换刀高速加工,极大提高了生产效率。





