

钣金的折弯
钣金的折弯
偶然间,我去捷甬达的小车间,我看到了一台沉睡的折弯机。崭新,上面还有出厂时打的防锈油。与此,突发兴趣。与大家聊聊钣金的折弯工艺和如何测了钣金是否合格。
折弯工艺:钣金的折弯,是指改变板材或板件角度的加工。如将板材弯成V形,U形等。一般情况下,钣金折弯有两种方法:一种方法是模具折弯,用于结构比较复杂,体积较小、大批量加工的钣金结构;另一种是折弯机折弯,用于加工结构尺寸比较大的或产量不是太大的钣金结构。目前我司产品的折弯主要采用折弯机加工。
折弯加工顺序的基本原则:由内到外进行折弯;由小到大进行折弯;先折弯特殊形状,再折弯一般形状;前工序成型后对后继工序不产生影响或干涉。折弯半径
材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。常用材料的最小弯曲半径见下表。
表6-1 常用金属材料最小折弯半径列表
| 序号 |
材 料 |
最小弯曲半径 |
|
1
|
08、08F、10、10F、DX2、SPCC、E1-T52、0Cr18Ni9、 1Cr18Ni9、1Cr18Ni9Ti、1100-H24、T2
|
0.4t
|
|
2
|
15、20、Q235、Q235A、15F
|
0.5t
|
|
3
|
25、30、Q255
|
0.6t
|
|
4
|
1Cr13、H62(M、Y、Y2、冷轧)
|
0.8t
|
|
5
|
45、50
|
1.0t
|
|
6
|
55、60
|
1.5t
|
|
7 |
65Mn、60SiMn、1Cr17Ni7、1Cr17Ni7-Y、1Cr17Ni7-DY、SUS301、0Cr18Ni9、SUS302
|
2.0t |
弯曲半径是指弯曲件的内侧半径,t是材料的壁厚。
t为材料壁厚,M为退火状态,Y为硬状态,Y2为1/2硬状态。
钢板折弯的最小折弯边尺寸参考表
|
材料厚度 |
0.8 |
1.0 |
1.2 |
1.5 |
2.0 |
2.5 |
3 |
|
最小折边 |
5 |
6.5(5) |
6.5(6) |
7(6.5) |
9 |
11 |
13 |
对于折边尺寸要求小于以上规定的零件应另开模加工。
孔、长圆孔离折弯边最小距离:
如图1-16所示折弯处孔边离折线太近,折弯时料无法带起,产生孔形状变形;因此,孔边与折弯线要求大于最小孔边距X≥t+R。
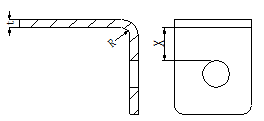
图1-16 圆孔距折弯边最小距离
圆孔距折弯边最小距离
|
材料厚度 |
0.6~0.8 |
1.0 |
1.2 |
1.5 |
2.0 |
2.5 |
| 最小距离X |
1.3 |
1.5 |
1.7 |
2.0 |
3 |
3.5 |
如图1-17所示长圆孔离折线太近,折弯时料会被带起,产生孔形状变形;因此,孔边与折弯线要求大于最小孔边距按表1-14。
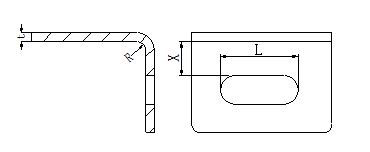
图1-17长圆孔距折弯边最小距离
表6-3 长圆孔距折弯边最小距离
|
L |
<26 |
26~50 |
>50 |
|
最小距离X |
2t+R |
2.5t+R |
3t+R |
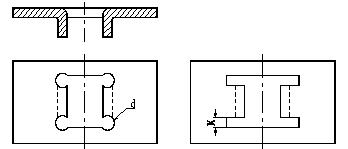
弯曲件的工艺孔、工艺槽和工艺缺口:在折弯加工时,如果弯曲件须将弯边弯曲到毛坯内边时,为了避免撕裂和畸变,建议加冲工艺孔、工艺槽或工艺缺口,如图1-18所示。
|
工艺孔 工艺缺口
图 1-18 加冲工艺孔、工艺槽或工艺缺口
工艺孔的直径≥t;
工艺缺口的宽度≥t,深度≥1.5t
如果我们公司能把这台折弯机利用起来,那么一定会节省许多钣金的物料成本。



